Antistatic, static electricity, dust and particle problems
Main menu:
Dust extraction - vacuum cleaning
Support / Links - PDF > Applications_list

![]() Dust Extraction
Dust Extraction ![]()
In most businesses there are quality problems caused by unwanted particles that attach to the product and cause disruptions in the production, giving impaired quality or the product is perceived to be of inferior quality. One often overlooked reason why it is difficult to remove particles is the electrostatic attraction forces holding the particles left the surface of the product.
The problem requires that at least one of the materials (product or particle) is an insulator, and thus can be charged with static electricity. Usually, the problem can be solved with ionising vacuum cleaning equipment where ionisation, blowing air and vacuum are combined in a "vacuum ramp", which gives a contactless device. Brushing needs to be integrated only in exceptional cases.
Example#1 - plastic laminate
When sizing sheets of plastic laminate for decorative purposes the chips could not be removed prior to stacking, with the result that the customer had impressure marks in the material, which in turn resulted in a very poor screen printing.

The picture demonstrates a test where the strips of
tape have been affixed to clearly visualize the effect.
Example # 2 - sound absorption
At the cutting of sound absorptive material for the automotive industry, materials that have been built up as a laminate of sheet steel and rubber in several layers is used. Steel chips from the punching sticks to the rubber coated surface and can not be vacuumed or brushed off without time-consuming manual work. A small brush cleaning machine was designed for integration into the die-cutting line. The integrated equipment, brushes, blow with ionised air and vacuums away released particles in one operation. Without ionisation the function works poorly.

In this application it is necessary to also brush as the particles are heavy and the rubber surface has a tendency to keep a certain 'mechanical grip' of the particles. The product is not susceptible to scratching, so that brushing can be done without jeopardizing the finish.
Example #3 non-planar surfaces
For details that do not have flat surfaces, geometry is often an aggravating factor. The airflows must be mastered so that a well-controlled discharging of the detail and the unwanted particles is achieved. Furthermore, it is necessary that the air flows can keep the particles far enough from the material surface and then be captured and extracted by the vacuum flow. With incorrectly matched airflows, the particles can remain still on the surface, because of insufficient lifting force, or to strong flows blown into the environment and, at worst, end up back on the product.
In medical technology and pharmaceutical production is the presence of unwanted particles, a major problem, both in terms of hygiene and in the "appearance". One detail that is sterile and even sterile packaged is considered useless if you can visually observe that there is a foreign particle left.
In the manufacturing and subsequent filling and sealing of ampoules, vials, etc., all unwanted particles have to be removed. The picture below shows the vital part in ionising vacuuming equipment integrated into a filling line for vials.
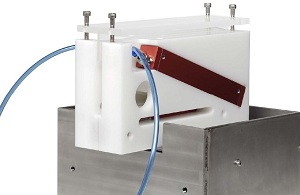
The ampoules are fed into an endless row,
standing upright, and pass through
the equipment, there they are discharged
and cleaned.
Example # 4 - printing industry
In the printing industry is loosen fibres, cutting dust and other contaminations a major problem, since the printing components are clogged with poor print quality as a result, leading to the production capacity and the quality drops.
By installing vacuum cleaning equipment, sheets or conveyor belts can be cleaned.
When printing in multiple colours, it is important to note that vacuuming equipment (web cleaner) are installed on both sides even with single-sided printing, whereby released particles from the non printed side will be deposited in the machine and then stick to the printed page.
Because most types of printing machines are not designed to handle such problems, they need to be equipped subsequently with specially designed vacuum ramps.

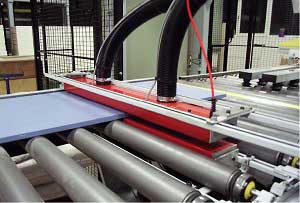
The picture shows a sheet of white display cardboard that is fed from the feeder by a double special-designed stainless steel vacuum ramp. (The first printing unit has been run aside on its rails, to allow photography. The machine is a Deritend cardboard printing press with a maximum sheet width of 1600mm.)
Example # 4 - furniture industry
In the manufacture of laminated boards for furniture industry, there are problems with particulate matter and dust in various process stages. Consistently, this leads to lower capacity, impaired quality and increased maintenance costs.
When sizing of chipboard both chips and fine dust are formed, which comes with the sheets/panels in the ongoing process.
Larger chips gives direct visible problems when you put on the laminate, but large quantities of fine dust can be very problematic at edging with glued edge list. Cutting edge list gives very fast large amounts of plastic chips included with the device and therefore require increased maintenance. When drilling, formation of additional large quantities of chips and cleaning of "pots" can be difficult to perform effectively.
Stacking of finished boards often causes pressure damage, which occurs when larger particles such as chips come between the boards. The presence of grinding dust can cause serious problems when sanding and painting, but also a clean surface can cause problems when painting if it is highly charged as the colour will be distributed unevenly and may cause lumps or undesirable "orange peel effects".
Material that has been packed without first has been cleaned can be scratched during transport and handling, and generally perceived to be of inferior quality even if it is otherwise a satisfactory product.
Flat panels are generally easy to clean and it will be enough room to subsequently mount the cleaning equipment of machine lines.
The picture below shows vacuum ramps for cleaning prior to stacking the boards.
Installation
An installation of ionising vacuuming equipment is generally a relatively straightforward operation, especially if it can be done during a planned production stop. The prerequisite for success is that you made the right preparations, which means that all specifications have been examined thoroughly, so the right kind of documentation is available for design of vacuum ramps and dedicated vacuum unit.
The interaction between ionisation, blowing air and vacuum flow is crucial to the functioning of the system, i.e. the system will not work properly if any of the three components work is functioning in the wrong operating range.
It is therefore important to work with appropriate information for installation and commissioning so that the reference values can be set for each parameter to be monitored.
The picture below shows the installation work with a small dust extraction unit for laminate boards.

To the right stands the well-silenced vacuum unit (with slightly open doors) containing cyclone separator, vacuum pump, etc.. On the grid wall to the left of the "vacuum cleaner unit" hangs a control cabinet with PLC control and sensors for vacuum, blowing air ionisation. Wiring and installation of vacuum ramps is ongoing. Swedish Electrostatics has many more examples of additional applications, above-mentioned and other industries. We develop and manufacture own equipment in Sweden.
